


C6140/C6240 ગેપ બેડ મેટલ સેન્ટર લેથ મશીન
સ્પષ્ટીકરણ
| મોડલ | C6 1/2 40C | ||
| પ્રક્રિયા ક્ષમતા | બેડ પર મહત્તમ સ્વિંગ વ્યાસ | 400 | |
| ક્રોસ સ્લાઇડ પર Max.swing | 230 | ||
| કાઠી પર મહત્તમ વળાંક વ્યાસ કાઠી પર મહત્તમ વળાંક વ્યાસ
| 560 | ||
| કેન્દ્ર અંતર | 750,1000,1500 | ||
| પથારીની પહોળાઈ | 360 મીમી | ||
| સ્પિન્ડલ | સ્પિન્ડલ બોર | Φ52/80 મીમી | |
| સ્પિનdનાક | C6 | ||
| સ્પિન્ડલ ટેપર | MT6 | ||
| સ્પિન્ડલ ગતિ શ્રેણી (પગલાં) | 40-1400 (9 પગલાં) | ||
| ફીડ | મેટ્રિક થ્રેડો (નંબર) | 0.25-14 મીમી (19 પ્રકારના) | |
| ઇંચનો દોરોs(નંબર) | 2-40/ઇંચ | ||
| મોડ્યુલર થ્રેડs(નંબર) | 0.25-3.5mπ (11 પ્રકારના) | ||
| ગાડી | ક્રોસ સ્લાઇડ સ્ટ્રોક
ક્રોસ સ્લાઇડ સ્ટ્રોક
| 180 મીમી | 222 મીમી |
| સાધન આરામ સ્ટ્રોક નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
નાના સાધન આરામ સ્ટ્રોક
| 95 મીમી | ||
| વિભાગનું પરિમાણ
| 20 x 20 mm² | ||
| ટેલસ્ટોક | ટેલસ્ટોક સ્લીવનું ટેપર | MT4 | |
| ટેલસ્ટોક સ્લીવનો વ્યાસ | 65 મીમી | ||
| ટેલસ્ટોક સ્લીવનો સ્ટ્રોક | 140 મીમી | ||
| મુખ્ય મોટર | 4kw | 5.5kw | |
| પેકેજ કદ: (એલ xWxH) |
| ||
| કેન્દ્ર અંતર 750 મીમી | 2220 x 1150 x 1590 મીમી | ||
| 1000 મીમી | 2470 x 1150 x 1590 મીમી | ||
| 1500 મીમી | 2970 x 1150 x 1590 મીમી | ||
| વજન:NW/GW (કિલો ગ્રામ) |
| ||
| કેન્દ્ર અંતર750 મીમી | 1400 | 2050 | |
| 1000 મીમી | 1500 | 2150 | |
| 1500 મીમી | 1650 | 2300 | |
C6140 મેન્યુઅલ લેથ મશીનની વિશેષતા
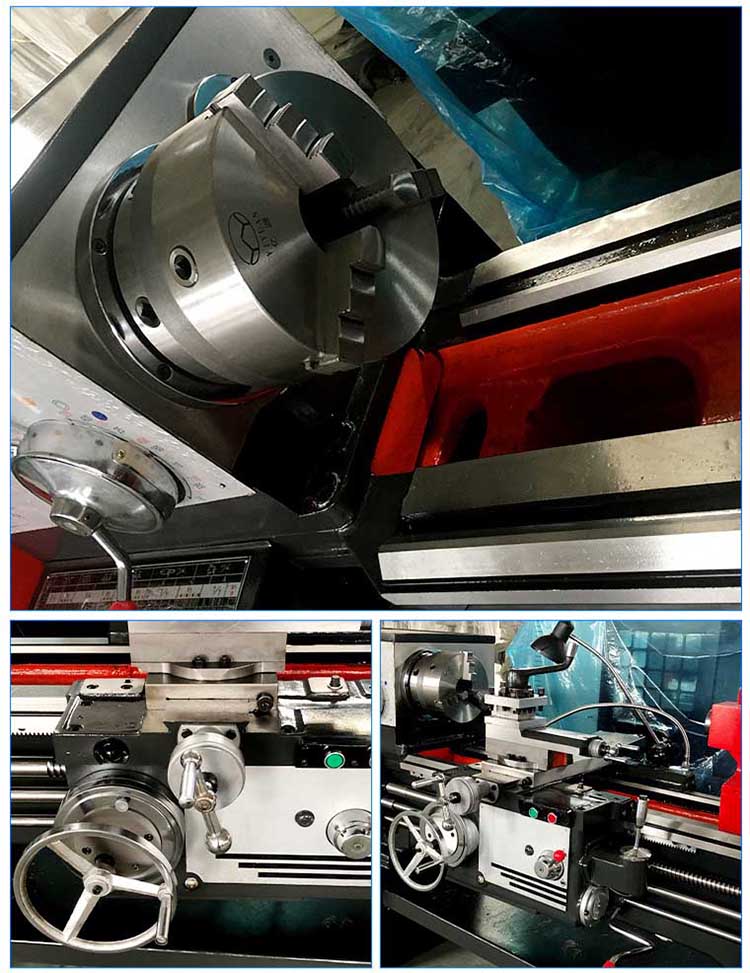
તેનો ઉપયોગ નળાકાર અને શંકુ આકારની સપાટીઓ, અંતિમ ચહેરાઓ અને આંતરિક છિદ્રો તેમજ વિવિધ મેટ્રિક અને ઇંચ થ્રેડોને ફેરવવા માટે થઈ શકે છે.
1. સ્પિન્ડલ: 52MM ના વ્યાસ દ્વારા, આંતરરાષ્ટ્રીય ધોરણ ISO-C6 સાથે અનુરૂપ;શાફ્ટ પ્રક્રિયાના અવકાશને વિસ્તૃત કરો.
2. સ્ક્વેર ટેલસ્ટોક: ટેલસ્ટોકમાં ઝડપી કેમ ક્લેમ્પિંગ ઉપકરણ છે, જે ઉચ્ચ કાર્યક્ષમતા ધરાવે છે.ડ્રિલ બીટના પરિભ્રમણને રોકવા માટે ટેલસ્ટોક સ્લીવમાં એક ઉપકરણ છે, જે ખોટી કામગીરીને કારણે ડ્રિલ બીટના પરિભ્રમણને કારણે ટેઈલસ્ટોક સ્લીવના આંતરિક છિદ્રના ટેપરને થતા નુકસાનને ટાળે છે અને ટેઈલસ્ટોકના ઘટકોને અસરકારક રીતે સુરક્ષિત કરે છે.
3. માર્ગદર્શિકા રેલ સપાટી: સંખ્યાત્મક નિયંત્રણ સુપર ઓડિયો ફ્રીક્વન્સી ક્વેન્ચિંગ અને પેરિફેરલ ગ્રાઇન્ડીંગ અપનાવે છે, જેમાં ઉચ્ચ ચોકસાઇ અને સારી વસ્ત્રો પ્રતિકારના ફાયદા છે.
4. હેડ ગિયરબોક્સ હાર્બિન બેરિંગને સંપૂર્ણ સેટમાં અપનાવે છે, અને સ્પિન્ડલ હાઇ-સ્પીડ રોટેશન દરમિયાન સ્પિન્ડલની ચોકસાઈ અને સ્થિરતાને સુનિશ્ચિત કરવા માટે હાર્બિન બેરિંગ ઉચ્ચ-ચોકસાઇવાળા ડબલ બોલ બેરિંગ સપોર્ટને અપનાવે છે, જે CNCના ઉત્પાદન માટે જરૂરી શરતો બનાવે છે. લેથ
5. ચક: ધાતુના ત્રણ જડબાના ચક એ લેથનું પ્રમાણભૂત રૂપરેખાંકન છે, અને અન્ય ચક પસંદ કરી શકાય છે, જે કડક કરવા માટે મદદરૂપ છે.વિવિધ નિયમો સાથેના પદાર્થો પ્રક્રિયા અને ઝડપી ઉત્પાદન માટે અનુકૂળ છે.
6. માર્ગદર્શક રેલની પહોળાઈ 400mm છે, ક્વેન્ચિંગ ડેપ્થ 4mm છે, અને વસ્ત્રોનો પ્રતિકાર અને સ્થિરતા વધારે છે.

સામાન્ય લેથનું વાહન ચલાવતા પહેલા નિરીક્ષણ
1. મશીન ટૂલના લ્યુબ્રિકેશન ચાર્ટ અનુસાર યોગ્ય ગ્રીસ ઉમેરો.
2. તપાસો કે તમામ વિદ્યુત સુવિધાઓ, હેન્ડલ્સ, ટ્રાન્સમિશન ભાગો, રક્ષણ અને મર્યાદા ઉપકરણો સંપૂર્ણ, વિશ્વસનીય અને લવચીક છે.
3. દરેક ગિયર શૂન્ય સ્થાન પર હોવું જોઈએ, અને બેલ્ટની ચુસ્તતા જરૂરિયાતોને પૂર્ણ કરવી જોઈએ.
4. પથારીની સપાટીને નુકસાન ન થાય તે માટે ધાતુની વસ્તુઓને સીધી પથારીની સપાટી પર સંગ્રહિત કરવાની મંજૂરી નથી.
5. કાદવ અને રેતીને કેરેજમાં પડતા અટકાવવા અને માર્ગદર્શક રેલને નુકસાન થતું અટકાવવા માટે પ્રક્રિયા કરવાની વર્કપીસ કાદવ અને રેતીથી મુક્ત છે.
6. વર્કપીસને ક્લેમ્પ્ડ ન કરવામાં આવે તે પહેલાં એક ખાલી પરીક્ષણ ચલાવવું આવશ્યક છે, અને બધું સામાન્ય છે તેની પુષ્ટિ કર્યા પછી વર્કપીસ ઇન્સ્ટોલ કરી શકાય છે.





