



AK164 4 એક્સિસ ટર્નિંગ સ્વિસ ટાઇપ સીએનસી લેથ મશીન
AK164ની વિશેષતા
1. હાઇ-સ્પીડ, ઉચ્ચ-ચોકસાઇ અને ઉચ્ચ-કાર્યક્ષમતા: ટૂલ લેઆઉટ શ્રેષ્ઠ છે, અને નિયંત્રણ સિસ્ટમ ટૂલ બદલવાના સમયને ઘટાડવા, શ્રેષ્ઠ સ્થિતિ પ્રાપ્ત કરવા અને સહાયક સમયને ઘટાડવા માટે હાઇ-સ્પીડ ગણતરી પ્રક્રિયાને અપનાવે છે.
2. ઉચ્ચ સ્થિરતા: માર્ગદર્શિકા રેલ અને સ્પાન માળખું પહોળું કરવામાં આવે છે, અને મુખ્ય/સેકન્ડરી એક્સિસ ઇન્ડેક્સિંગ પછી બ્રેક લોકિંગ ઉપકરણ જ્યારે વર્કપીસ પર પ્રક્રિયા કરવામાં આવે ત્યારે સ્થિરતામાં સુધારો કરે છે.
3. ઉચ્ચ રૂપરેખાંકન: મલ્ટી-એક્સિસ ટૂલ રૂપરેખાંકન સમૃદ્ધ છે, અને પાવર ટૂલ પ્રમાણભૂત છે, જે પ્રોસેસિંગ શ્રેણીને મોટા પ્રમાણમાં વિસ્તૃત કરે છે અને જટિલ ભાગોની જટિલ પ્રક્રિયાને સંતોષે છે.
4. ઉચ્ચ કઠોરતા: બેડ કાસ્ટિંગની દિવાલની જાડાઈ, માર્ગદર્શિકા રેલનો વિશાળ ગાળો, મશીન ટૂલની કઠોરતા અને વિસ્તરણ.હેવી કટીંગ અન્ય મશીન ટૂલ્સ કરતાં શ્રેષ્ઠ છે અને સ્ટીલ, એલોય સ્ટીલ, સ્ટેનલેસ સ્ટીલ વગેરેની પ્રક્રિયામાં સ્પષ્ટ ફાયદા છે.
સ્પષ્ટીકરણ
| વર્ણન કરો | એકમ | AK164 | |||
| મિકેનિક | કંટ્રોલર સિસ્ટમ |
| Fanuc 0i | સિન્ટેક | |
| મેક્સ મચિંગ વ્યાસ | mm | 16 | |||
| સ્ટ્રોક | mm | 150 | |||
| મુખ્ય સ્પિન્ડલ/સબ સ્પિન્ડલ RPM | આરપીએમ | 10000/8000 | 6000/6000 | ||
| ઝડપી ટ્રાવર્સ ઝડપ | મી/મિનિટ | 24 | |||
| સાધનો | OD સાધનો | ea | 6×[□12×12] | ||
| ફ્રન્ટ વર્ક ટૂલ્સ | ea | 3×[Ø25-ER16] | |||
| ક્રોસ સંચાલિત સાધનો | ea | 3[ER16] | |||
| બેક એન્ડ ટૂલ્સ (નિયત) | ea | / | / | ||
| મોટર્સ | સ્પિન્ડલ મોટર | kw | 3.7/5.5 | 3.7 | |
| સબ સ્પિન્ડલ મોટર | kw | 0.55/1.1 | 0.4 | ||
| ચલાવેલ | kw | 0.75 | |||
| ક્રોસ | kw | 0.5 | |||
| શીતક મોટર | kw | 0.25 | |||
| અન્ય | શીતક ટાંકીની ક્ષમતા | L | 180 | ||
| લ્યુબ્રિકેશન ટાંકીની ક્ષમતા | L | 1.8 | |||
| ફ્લોર થી સ્પિન્ડલ સેન્ટરની ઊંચાઈ | mm | 1050 | |||
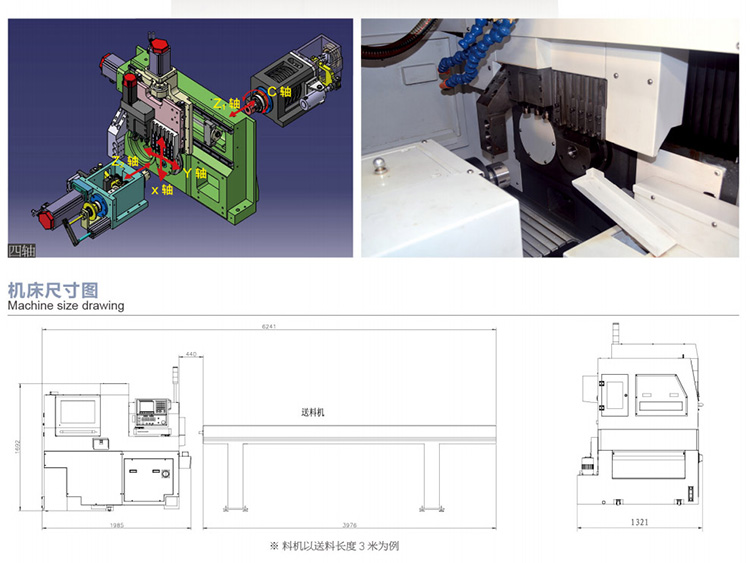
| પરિમાણ | (એલ) | mm | 1985 | ||
| (પ) | mm | 1321 | |||
| (એચ) | mm | 1692 | |||
| વજન | kg | 3000 | |||
| NC નિયંત્રણ | નિયંત્રણક્ષમ અક્ષો | 5axis/4axis | |||
| એલસીડી | LCD 8.4" | ||||
| સિસ્ટમ માનક પરિમાણો | ધોરણ | ||||
| સખત ટેપીંગ | ધોરણ | ||||
| હેન્ડ વ્હીલ | ધોરણ | ||||
| સિંક્રનસ/હાઇબ્રિડ નિયંત્રણ | ધોરણ | ||||
| હેલિકલ ઇન્ટરપોલેશન | ધોરણ | ||||
AK164 સ્વિસ પ્રકારના cnc લેથ મશીનની એપ્લિકેશન
તે ઓટોમોબાઈલ, ઈલેક્ટ્રોનિક્સ, કોમ્યુનિકેશન્સ, આઈટી, મેડિકલ, મિલિટરી, એવિએશન, હાર્ડવેર, મશીનરી અને હાઈડ્રોલિક એસેસરીઝ જેવા ઉદ્યોગો માટે યોગ્ય છે.તે મોટા જથ્થામાં, ઉચ્ચ ચોકસાઇ અને જટિલ નાના અને મધ્યમ કદના ભાગોનું ઉત્પાદન કરવાની ક્ષમતા દ્વારા વર્ગીકૃત થયેલ છે.


ટેકનિકલ ફાયદા
1) હાઇ-સ્પીડ બિલ્ટ-ઇન ઇલેક્ટ્રિક સ્પિન્ડલ અપનાવવાનું વલણ વધુને વધુ સ્પષ્ટ થઈ રહ્યું છે, અને સ્પિન્ડલની મહત્તમ ઝડપ 12500rpm/મિનિટ સુધી પહોંચી ગઈ છે.
2) સ્પીડ/પોઝિશન લૂપ ફીડબેક નવા ઘટકોને અપનાવે છે જેમ કે બિલ્ટ-ઇન હાઇ-રિઝોલ્યુશન ગ્રેટિંગ અથવા મેગ્નેટિક, જેમાં રોટેશન અને ફીડબેકની ઉચ્ચ નિયંત્રણ ચોકસાઈ હોય છે.
3) વિરોધી ડ્યુઅલ-સ્પિન્ડલ કાપડનું માળખું એક ક્લેમ્પિંગમાં પૂર્ણ-ક્રમનું મશીનિંગ પૂર્ણ કરી શકે છે, વર્કપીસના સેકન્ડરી ક્લેમ્પિંગને કારણે કાર્યક્ષમતા અને મશીનિંગ ચોકસાઈની સમસ્યાઓ ઘટાડે છે અને પ્રોસેસિંગ કાર્યક્ષમતામાં સુધારો કરે છે.
4) મલ્ટિ-એક્સિસ મલ્ટિ-ટૂલ કંટ્રોલ અને મલ્ટિ-એક્સિસ લિન્કેજ ટેક્નોલોજી મશીન ટૂલ્સની જટિલ ભાગો પર પ્રક્રિયા કરવાની ક્ષમતા અને પ્રોસેસિંગની કાર્યક્ષમતામાં સુધારો કરે છે.મશીન ટૂલના નિયંત્રણ અક્ષોની સંખ્યા સાત છે, અને બિન-સંચાલિત સાધનો અને સંચાલિત સાધનોની સંખ્યા 20 થી વધુ છે.
5) પરંપરાગત બાર કન્વેયર્સ, ચિપ કન્વેયર્સ, વગેરે, જેમ કે વર્કપીસ લોંગ/શોર્ટ વર્કપીસ રીસીવર, ઓટોમેટિક ટૂલ સેટિંગ ઇન્સ્ટ્રુમેન્ટ, વર્કપીસ બુદ્ધિશાળી ઓળખ ઉપરાંત વન-મેન મલ્ટિ-મશીન ઓપરેશન અને મેનેજમેન્ટના ધ્યેયને હાંસલ કરવા માટે વિપુલ પ્રમાણમાં સ્વચાલિત ગોઠવણી , વર્કપીસ ઓટોમેટિક પોપ-અપ ડિટેક્શન, ટૂલ બ્રેકેજ ડિટેક્શન વગેરેને મશીન ટૂલ્સના ઓટોમેશન અને મોનિટરિંગના સ્તરને સુધારવા માટે ઉત્પાદનોમાં સફળતાપૂર્વક લાગુ કરવામાં આવ્યા છે.
ગુણવત્તા નિરીક્ષણ
કંપની સમગ્ર મશીન ટૂલ ડિઝાઇન અને ઉત્પાદન પ્રક્રિયાનું કડક નિરીક્ષણ હાંસલ કરવા ગુણવત્તા વ્યવસ્થાપન માટે કડક આંતરિક નિયંત્રણ ધોરણો ઘડે છે અને અમલમાં મૂકે છે.
45 નિરીક્ષણ અને પરીક્ષણ વસ્તુઓ, 632 ગુણવત્તા નિયંત્રણ બિંદુઓ, ત્રણ કોઓર્ડિનેટ્સનો ઉપયોગ કરીને સંપૂર્ણ સ્ટ્રોક લોડ પ્રોસેસિંગ પરીક્ષણને સમાયોજિત કરવા માટે 48 કલાક.
માપન સાધન, બ્રિટિશ ERNISHAW લેસર F ઇન્ટરફેરોમીટર, જાપાનીઝ સિગ્મા ડાયનેમિક બેલેન્સ ઇન્સ્ટ્રુમેન્ટ અને વિશ્વના અન્ય ટોચના ચોકસાઇ પરીક્ષણ સાધનો, ગેરંટી.
મશીન ટૂલની તમામ વિગતોનું ચોક્કસ નિયંત્રણ.






